 версия для печати
версия для печатиКерамические подкладки для сварки
Керамические подкладки - предназначены для получения высококачественных сварных швов при односторонней сварке. Использование подкладок защищает металл корня от окисления, исключает необходимость вырубки, подварки корня шва с обратной стороны, зачистки обратной стороны шва после сварки. Большое разнообразие форм и размеров подкладок обеспечивает сварку в различных положениях.
При односторонней сварке с обратной стороны шва могут возникнуть такие дефекты, как шлаковые включения, поры, непровары, прожоги. Поэтому обратную часть сварочного шва должны выполнять сварщики с высокой квалификацией или необходима вырубка обратной стороны сварочного шва, а затем подварка корня шва с обратной стороны.
Вырубка и подварка шва ведется в очень трудной потолочной позиции или выполняется после поворота конструкции, что требует ряда дополнительных действий. От этих проблем можно полностью избавиться при применении керамических подкладок, которые формируют обратный валик сварочного шва.
Керамические подкладки используются при автоматической и полуавтоматической дуговой сварке металлическим электродом (проволокой) в среде защитного газа (MIG/MAG, GMAW), при дуговой сварке плавящейся порошковой, металлопорошковой проволоками (FCAW), при аргонно-дуговой сварке (TIG), при дуговой сварке под флюсом (SAW) V-образных, X-образных, T-образных стыков в труднодоступных местах.
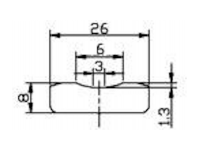
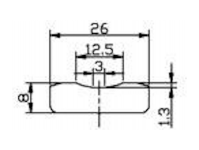
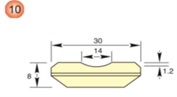
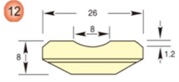
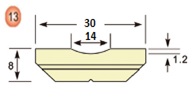
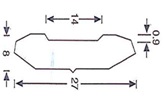
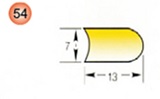
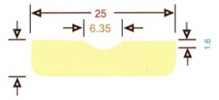
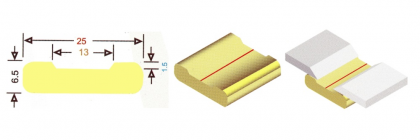
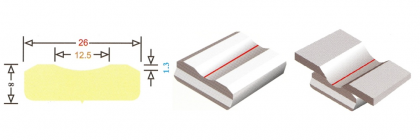
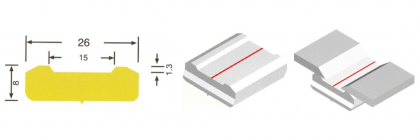
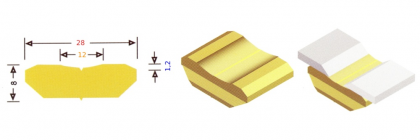
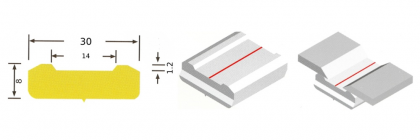
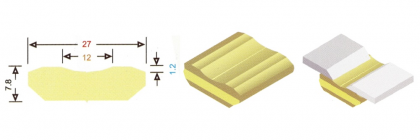
Керамические подкладки выполнены из непористого, не впитывающего влагу материала, имеющего высокую температуру плавления, и представляет собой полосу длиной 0.6 м, состоящую из сегментов, закреплённых на самоклеящейся алюминиевой ленте. Подкладка прикрепляется к свариваемой поверхности.
Преимущества керамических подкладок
- В результате сварки получается качественный шов, выдерживающий проверку рентгеновским контролем
- Активно поддерживается расплавленный металл шва и формируется качественный обратный валик при сварке корневого прохода
- За счёт гарантированного проплавления места соединения возможна и достаточна односторонняя сварка
- Увеличивается производительность труда в связи с возможностью применения форсированных режимов сварки
- Корневой и заполняющий шов выполняются за один проход (становятся единой технологической операцией)
- Возможна сварка в переменный зазор, в том числе превышающий допустимый
- Становится ненужными трудоёмкие дополнительные технологические процессы: шлифование, выборка, подварка
Трудоемкость вырубки, подварки корня шва с обратной стороны, зачистки обратной стороны шва после сварки составляет 70-75% стоимости подготовки сварочных конструкций. Поэтому любое снижение затрат дает соответствующие экономические эффекты, которые в несколько раз превы-шают расходы, связанные с покупкой подкладок.
Общие показатели качества керамических подкладок
- Низкое впитывание влаги < 1,0 %
- Высокая температура плавления подкладок позволяет работать при высоком сварочном токе; например, при MIG/MAG или флюсовой сварке ток может достигать 200-400 А





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}